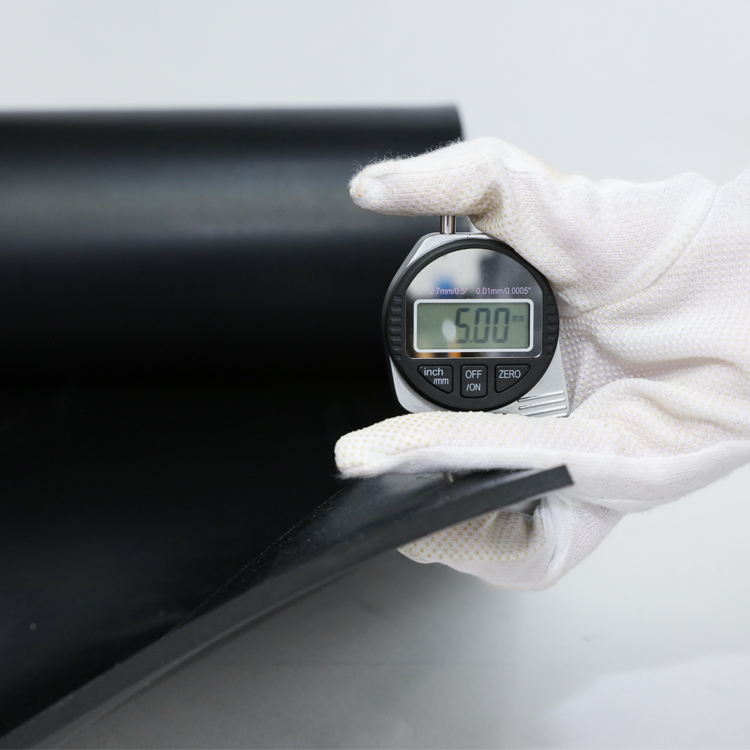
Rubber sheets are considered a fundamental industrial material, yet they play an irreplaceable role across construction, manufacturing, chemical, automotive, marine and many other industries. Different thicknesses of rubber sheets result in very different properties and applications. The thickness of a rubber sheet is not just a number; it directly affects its strength, flexibility, insulation capability, and overall lifespan. Therefore, understanding the importance of thickness is essential to ensure both safety and cost efficiency in any project.
Thicker rubber sheets have higher load-bearing capacity and tensile strength. They can effectively resist heavy pressure, vibration, and impact, making them ideal for heavy machinery bases, vibration damping layers, and industrial flooring. In applications subject to constant external force, thicker sheets extend service life and reduce maintenance costs.
Thinner rubber sheets are valued for being lightweight, flexible, and easy to install. They are commonly used in gaskets, seals, and protective layers for precision components. In situations requiring close contact or bending, thin sheets provide excellent adaptability, ensuring both sealing effectiveness and installation convenience.
Rubber is naturally an insulating material, and increasing the thickness enhances this effect. Thicker rubber sheets provide better electrical and thermal insulation, making them suitable for electrical equipment, chemical laboratories, and high-temperature environments. For areas that require prevention of current leakage or heat isolation, thicker sheets are the ideal choice.
Thickness also has a decisive impact on the lifespan of a rubber sheet. Thicker sheets offer stronger wear resistance and are less likely to be damaged under intense or long-term use. In contrast, thinner sheets, while convenient and flexible, wear out more quickly under heavy loads or harsh environments. Choosing the right thickness helps reduce replacement costs and improves overall cost efficiency.
When selecting the thickness of a rubber sheet, the following factors should be considered:
Application Scenario
Sealing and gaskets → Thin sheets for precision fit and reliable sealing
Protective and cushioning layers → Medium thickness for impact and vibration resistance
Electrical and thermal insulation → Thicker sheets to ensure safety
Environmental Conditions
High temperature, humidity, chemical exposure, or UV rays require combining the right thickness with the right material.
Load and Pressure
Applications that must withstand long-term pressure, such as industrial floors and equipment bases, require thicker sheets to ensure stability and durability.
Flexibility Needs
If bending, forming, or flexibility is important, thinner rubber sheets are more suitable.
The effectiveness of rubber sheets comes not only from thickness but also from material selection. Common materials include:
Natural Rubber Sheets – Excellent elasticity and abrasion resistance, ideal for cushioning and stretch applications.
EPDM Rubber Sheets – Outstanding weather resistance, ozone resistance, and UV resistance, ideal for outdoor projects and roofing insulation.
Neoprene Rubber Sheets – Strong chemical stability and resistance to oils and solvents, widely used in chemical plants and oil-related environments.
Silicone Rubber Sheets – Exceptional resistance to extreme high and low temperatures, maintaining stability under harsh conditions.
Nitrile Rubber Sheets (NBR) – Superior oil and fuel resistance, widely applied in automotive, marine, and petrochemical industries.
QH Rubber has been specializing in the development and production of rubber products for many years, offering significant advantages in thickness selection and customization.
Wide range of thickness options to meet light-duty and heavy-duty demands
Customized solutions designed according to specific customer applications
Use of premium raw materials to ensure stable performance and long service life
Professional pre-sales and after-sales support team providing comprehensive service
Industrial Flooring – Withstands heavy machinery vibration and frequent traffic, requiring thicker sheets for stability.
Commercial Flooring – Enhances safety, comfort, and durability in workplaces and public spaces.
Garages and Marine Applications – Thickness determines resistance to oil, water, and abrasion.
Chemical Plants – Thicker sheets combined with chemical-resistant materials extend service life in corrosive environments.
Clean regularly to prevent dirt and dust from affecting performance
Avoid prolonged exposure to extreme temperatures or direct sunlight
Inspect regularly for cracks or wear and replace damaged sections in time
The thickness of a rubber sheet is not just a specification; it determines strength, flexibility, insulation, and overall lifespan. In precision sealing applications, thin sheets provide accurate fit, while in industrial flooring or machinery environments, thick sheets ensure durability and safety. The best performance can only be achieved by selecting the right thickness in combination with the right rubber material. Choosing a professional supplier such as QH Rubber will guarantee reliable quality and comprehensive service for all your project needs.
Tianjin Qihang Plastic Technology Co., Ltd
12+ Years Expertise in Industrial Rubber Sheet Manufacturing • Global Export Leader • REACH/RoHS Certified
...[ Read More >>]
![]()
![]()
![]()
![]()
![]()
![]()
